
版本:15.0
建立3个基础资料:日历方案,资源模型,建立工艺模型。以一个产品变速箱为例。
1、日历方案
依次点击“计划管理”“生产排程”“基础资料”“日历方案”进入日历方案定义界面,新增如下两个日历方案。[table]
[tr][td=47] 序号 [td=132]方案名[td=263]工作时间[td=143]备注
[tr][td=47]1[td=132]标准日历方案[td=263]8点~12点,14点~18点[td=143]缺省方案
[tr][td=47]2[td=132]半天工作[td=263]8点~12点[td=143]
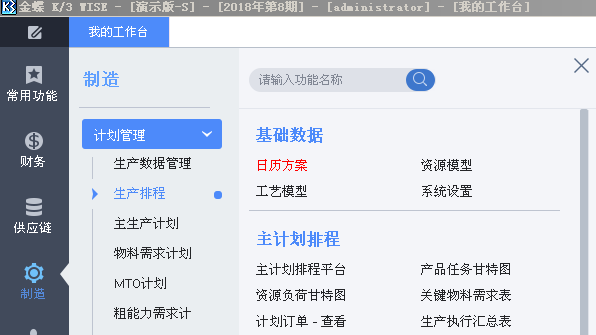

2、建立资源模型
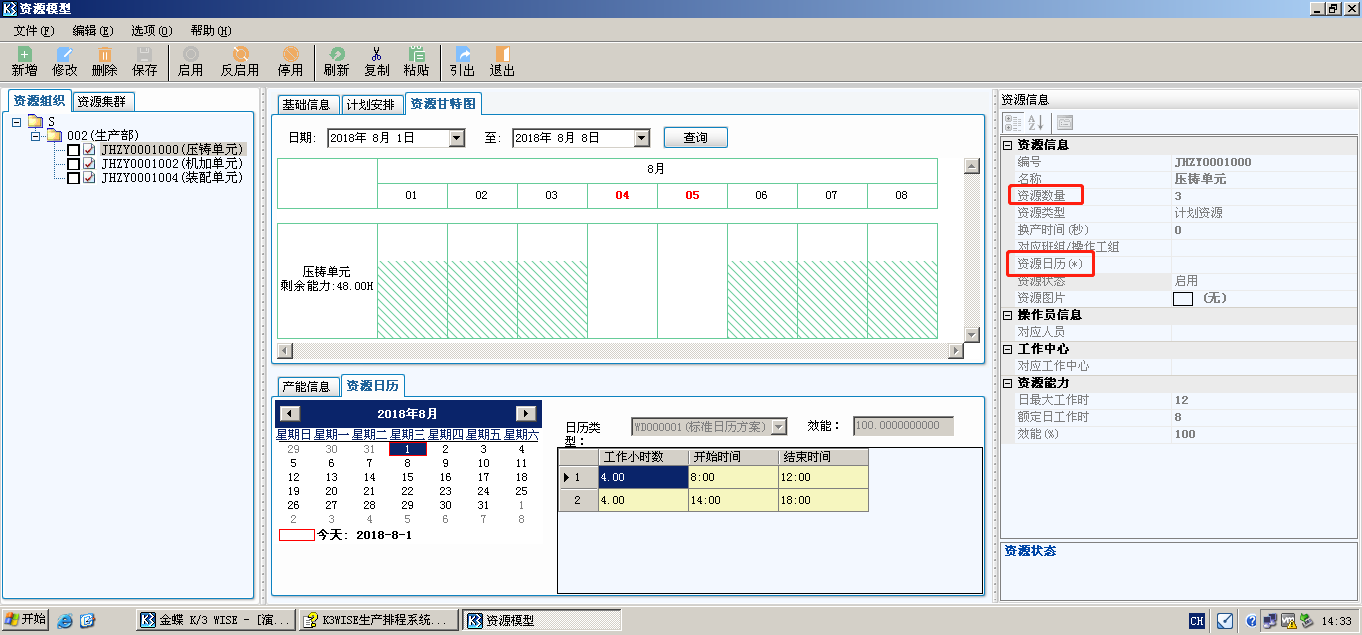
依次点击“计划管理”“生产排程”“基础资料”“资源模型”进入资源模型定义界面,在“生产部”下依次建立如下计划资源。[table]
[tr][td=53] 序号 [td=108]资源名称[td=66]资源数[td=293]日历方案[td=66]效能
[tr][td=53]1[td=108]压铸单元[td=66]3[td=293]周一~周五:标准日历方案[td=66]100%
[tr][td=53]2[td=108]机加单元[td=66]1[td=293]周一~周五:标准日历方案[td=66]90%
[tr][td=53]3[td=108]装配单元[td=66]1[td=293]周一~周五:标准日历方案;周六:半天工作[td=66]100%
在计划资源“压铸单元”下建立如下调度资源。[table]
[tr][td=85] 序号 [td=208]资源名称[td=150]资源类型[td=143]日历方案
[tr][td=85]1[td=208]900T压铸机[td=150]主资源[td=143]继承压铸单元
[tr][td=85]2[td=208]600T压铸机[td=150]主资源[td=143]继承压铸单元
[tr][td=85]3[td=208]400T压铸机[td=150]主资源[td=143]继承压铸单元



3、建立工艺模型
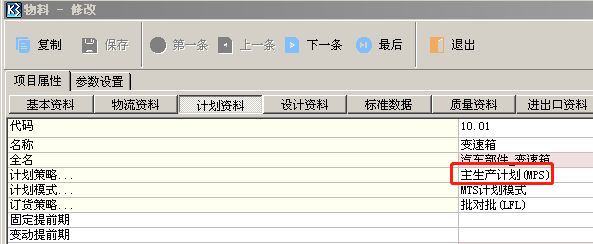
3、1 在基础资料“物料”中建立如下图所示物料。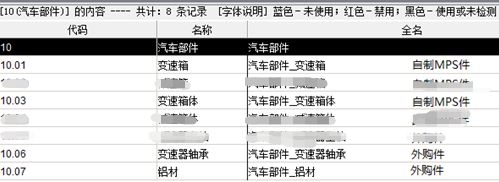
3、2分别建立变速箱(10.01)、变速箱体(10.03)的BOM。 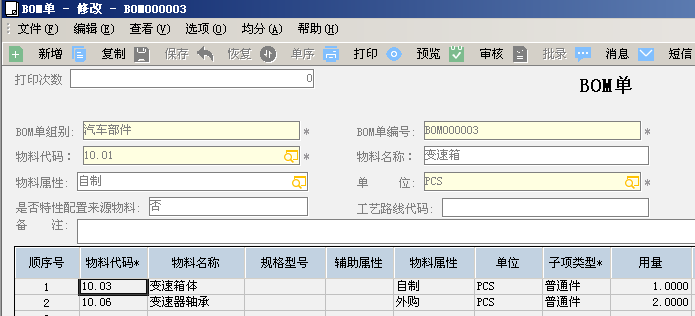

3、3依次点击“计划管理”“生产排程”“基础资料”“工艺模型”进入工艺模型定义界面。
3、3、1点“新增组别”建立组别“实验”,在“实验”组别下面导入“变速箱”BOM;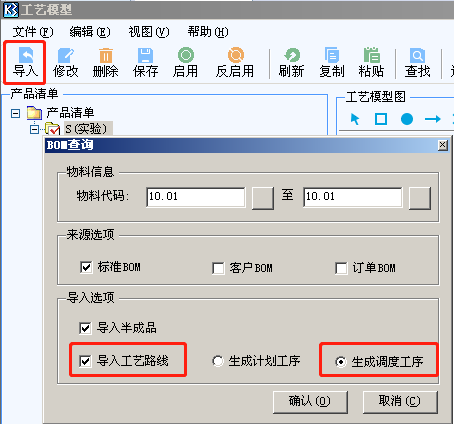
导入后,“变速箱”的初始工艺模型均为如图1模式,点修改。 
3、3、2通过拖拉将“变速箱”的工艺模型设计为如图2所示。

拖动箭头不能连线
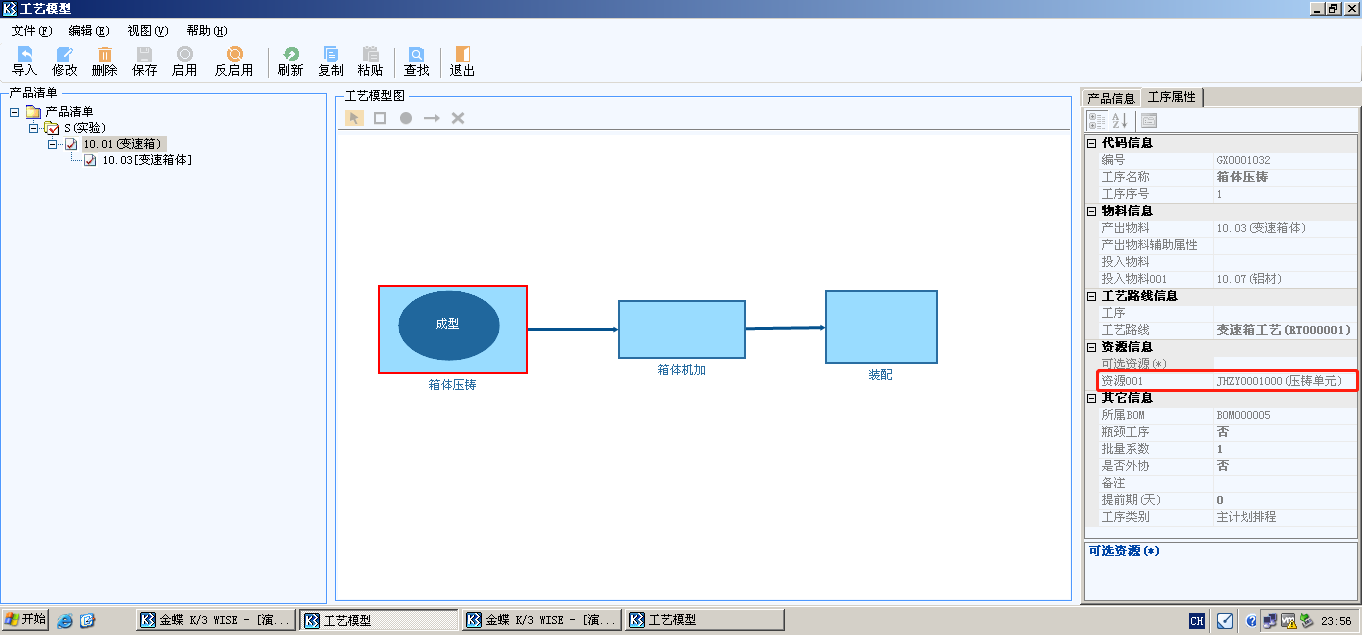
3、3、3 主资源
变速箱各计划工序主要产能参数如下表:[table]
[tr][td=47] 序号 [td=76]工序名[td=76]资源[td=47]工时[td=66]日最大批量[td=66]日最小批量[td=76]流经时间[td=76]转运方式[td=57]优先级
[tr][td=47]1[td=76]箱体压铸[td=76]压铸单元[td=47]120[td=66]500[td=66]50[td=76]0[td=76]整批[td=57]50
[tr][td=47]2[td=76]箱体机加[td=76]机加单元[td=47]60[td=66]1000000[td=66]50[td=76]0[td=76]延时[td=57]50
[tr][td=47]3[td=76]总装[td=76]装配单元[td=47]70[td=66]1000000[td=66]100[td=76]1[td=76]整批[td=57]50

变速箱各计划工序其它主要参数。[table]
[tr][td=68] 序号 [td=75]工序名[td=179]投入物料
[tr][td=68]1[td=75]箱体压铸[td=179]铝材(10.07)
[tr][td=68]2[td=75]总装[td=179]变速箱轴承(10.06)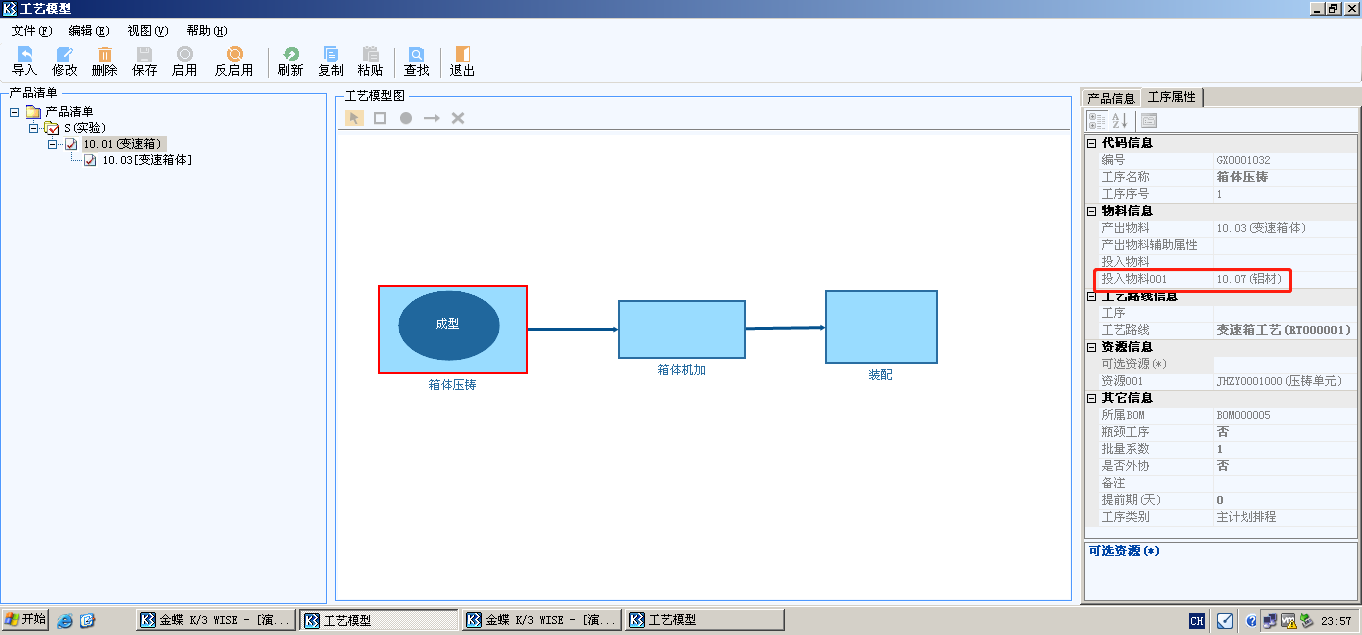
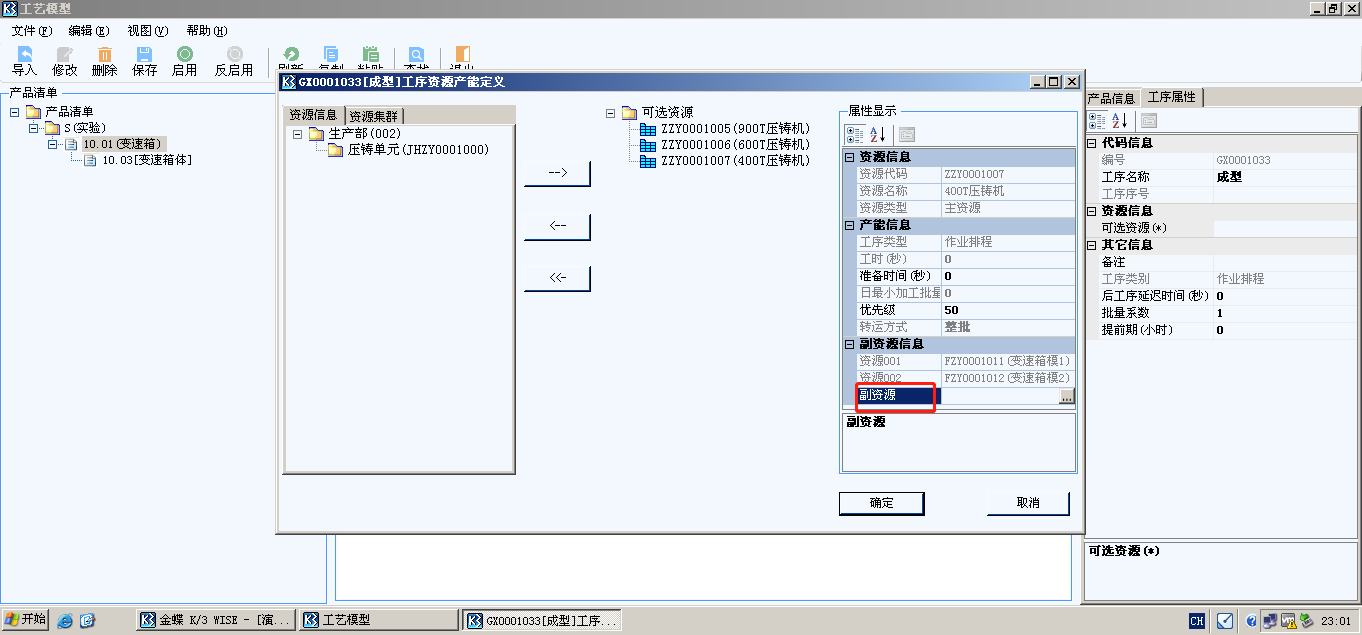
3、3、4 副资源
变速箱调度工序“成型”主要产能参数。[table]
[tr][td=47] 序号 [td=104]资源[td=47]工时[td=85]副资源[td=85]日最小批量[td=66]优先级[td=76]准备时间[td=76]转运方式
[tr][td=47]1[td=104]900T压铸机[td=47]90[td=85]变速箱模1[td=85]0[td=66]1[td=76]0[td=76]整批
[tr][td=47]2[td=104]900T压铸机[td=47]90[td=85]变速箱模2[td=85]0[td=66]2[td=76]0[td=76]整批
[tr][td=47]3[td=104]600T压铸机[td=47]120[td=85]变速箱模1[td=85]0[td=66]1[td=76]0[td=76]整批
[tr][td=47]4[td=104]600T压铸机[td=47]120[td=85]变速箱模2[td=85]0[td=66]2[td=76]0[td=76]整批
[tr][td=47]5[td=104]400T压铸机[td=47]130[td=85]变速箱模1[td=85]0[td=66]1[td=76]0[td=76]整批
[tr][td=47]6[td=104]400T压铸机[td=47]130[td=85]变速箱模2[td=85]0[td=66]2[td=76]0[td=76]整批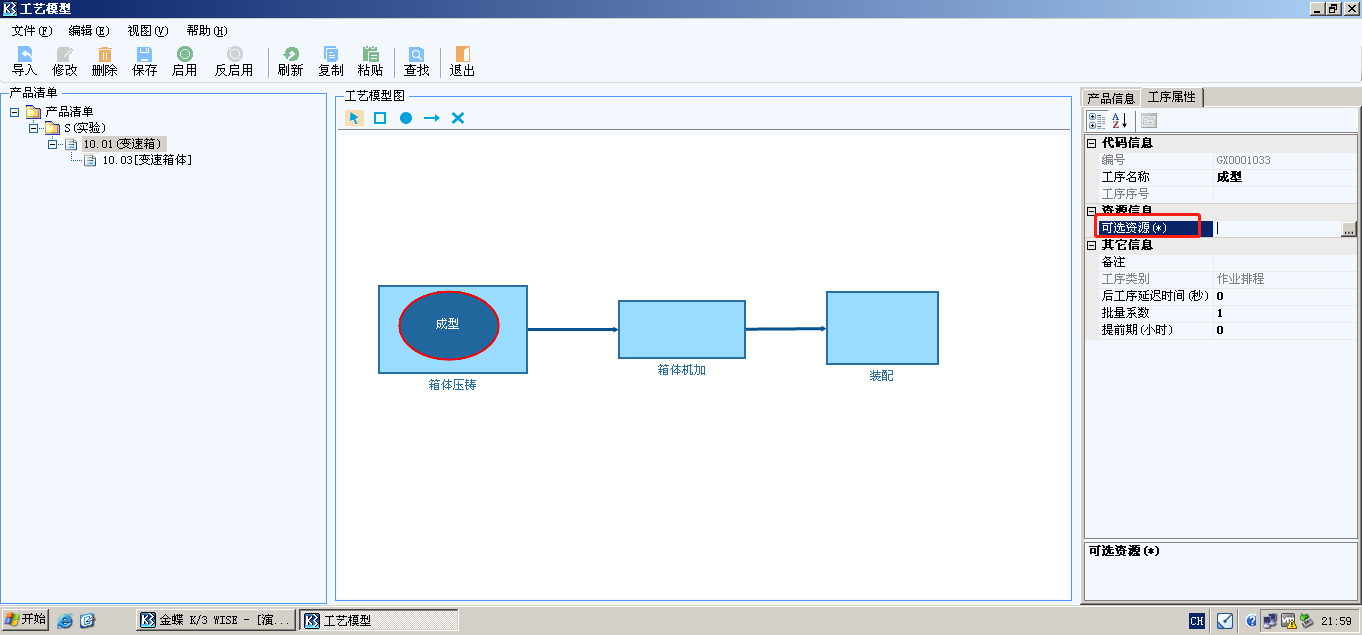
参考文档APS高级生产排程实操步骤模具排程示例基础资料,帐套数据备份[hide]https://pan.baidu.com/s/1-p6xNqrlWpGlizael9ZhZQ[/hide]
APS高级生产排程实操步骤.docx(431.80KB)
模具排程示例.pptx(1.67MB)
推荐阅读